Giỏ hàng (
Giỏ hàng ( 


Trong ngành cơ khí hiện nay, có rất nhiều phương pháp tạo lỗ khác nhau sử dụng mũi khoan, cắt lazer, mũi khoan từ. Nhưng không thể không nhắc tới kỹ thuật khoan dùi với mũi khoan nhiệt (THERMAL DRILL) hay còn có tên gọi khác mũi khoan ma sát (FRICTION DRILL), mũi khoan nóng chảy (FLOW DRILL). Tại sao lại gọi là khoan dùi ? Thông thường, khi tiến hành khoan thì mũi khoan sẽ cắt gọt trên bề mặt vật liệu để hình thành nên lỗ cần khoan. Còn khoan dùi sẽ nhờ lượng nhiệt được tạo ra do tốc độ ma sát giữa mũi và vật liệu để tạo thành lỗ khoan.
Trong trường hợp vật liệu quá mỏng không quá 2mm, thì việc ta rô ren để bắt ốc hoặc bulong là rất khó. Lúc này đòi hỏi phải tiến hành hàn ốc, đóng chốt rivet mới có thể sử dụng được. Nhưng việc này sẽ gây tốn rất nhiều thời gian nếu khối lượng công việc lớn. Ngoài ra, việc hàn hoặc đóng chốt rivet sẽ mang lại tính thẩm mỹ rất thấp cho sản phẩm.

CÔNG NGHỆ KHOAN NHIỆT - KHOAN MA SÁT - KHOAN DÙI:
Công nghệ khoan nhiệt được áp dụng rất rộng rãi trong ngành cơ khí. Bản chất của công nghệ khoan này đòi hỏi lượng nhiệt sinh ra lớn thông qua sự ma sát giữ mũi và vật liệu (700oC trở lên). Nên mũi khoan phải được làm từ loại hợp kim siêu cứng chịu nhiệt (Vonfram) mới đủ khả năng để dùi thủng được bề mặt kim loại. Loại máy khoan sử dụng khoan phải có công suất lớn và tốc độ cao. Tại sao không sử dụng máy khoan thường hoặc máy khoan tay để khoan nóng chảy? Bởi vì, để mũi khoan ma sát sinh ra nhiệt đòi hỏi tốc độ của máy phải đạt được 1300 vòng/phút trở lên, nên các loại máy thông thường không thể nào đáp ứng được.

Mũi khoan nóng chảy có thể khoan được trên hầu hết các loại vật liệu khác nhau từ sắt, thép, nhôm, đồng cho đến inox. Tùy theo nhu cầu mà khách hàng có thể lựa chọn loại mũi phù hợp, để tránh việc mua về không sử dụng được, gây lãng phí vì giá thành mũi không hề rẻ.

QUÁ TRÌNH KHOAN NÓNG CHẢY:
Khoan nóng chảy dùng để khoan trên vật liệu có độ dày từ 1.3mm đến 11mm, nhưng mục đích chủ yếu là tạo lỗ khoan với độ dày phù hợp để có thể tiến hành ta rô bắt vít hoặc bulong. Quá trình trình khoan nóng chảy được chia thành 2 giai đoạn:
- Tiến hành lắp đặt mũi khoan vào trong máy khoan với công suất phù hợp để khoan. Khi máy đạt tốc độ cao, mũi khoan sẽ sinh ra nhiệt khi tiếp xúc với bề mặt kim loại. Đến lúc lượng nhiệt sinh ra đủ để làm nóng chảy bề mặt kim loại, thì phần đỉnh mũi khoan sẽ đi sâu vào bên trong vật liệu kim loại và xuyên qua nó. Phần kim loại bị nóng chảy sẽ bám vào thành lỗ khoan tạo thành bề mặt lỗ khoan.
- Khi quá trình khoan đã kết thúc, phần lỗ khoan đã phù hợp với kích thước cần ta rô. Chúng ta tiến hành ta rô, lúc này bề mặt lỗ được phủ bởi lớp kim loại thừa đã đủ dày để tạo ren và bắt bulong.

ƯU NHƯỢC ĐIỂM KHI SỬ DỤNG MŨI KHOAN NÓNG CHẢY:
Ưu điểm:
- Khoan nhanh chóng
- Cải thiện được quá trình gia công ta rô trên vật liệu mỏng dưới 2mm.
- Khoan được trên tất cả các vật liệu bằng kim loại
- Độ bền cao, tuổi thọ sử dụng lâu dài
- Có tính thẩm mỹ cao
Nhược điểm:
- Không khoan được trên vật liệu quá dày
- Không khoan trên vật liệu đã sơn mạ, vì lượng nhiệt sẽ làm mất thẩm mỹ của vật liệu đã gia công.
PHÂN LOẠI MŨI KHOAN NÓNG CHẢY:
Mũi khoan nóng chảy có 2 loại cơ bản: Mũi khoan dùi nén phôi và mũi khoan dùi vát phôi. Mỗi loại được chia thành 2 loại dài và ngắn để phù hợp cho từng nhu cầu khoan.
- Mũi khoan dùi nén phôi:

- Mũi khoan dùi vát phôi:

CẤU TẠO ĐẦU KHOAN NÓNG CHẢY:
Cấu tạo của khoan nóng chảy bao gồm phần đầu kẹp mũi (phần đuôi côn và tấm nhôm tản nhiệt), collet, mũi khoan và nút khóa collet.

BẢNG PHÂN LOẠI MŨI KHOAN NÓNG CHẢY:
Dưới đây là bảng tra kích thước mũi khoan dùi, kích thước mũi taro và kích thước collet để kẹp.
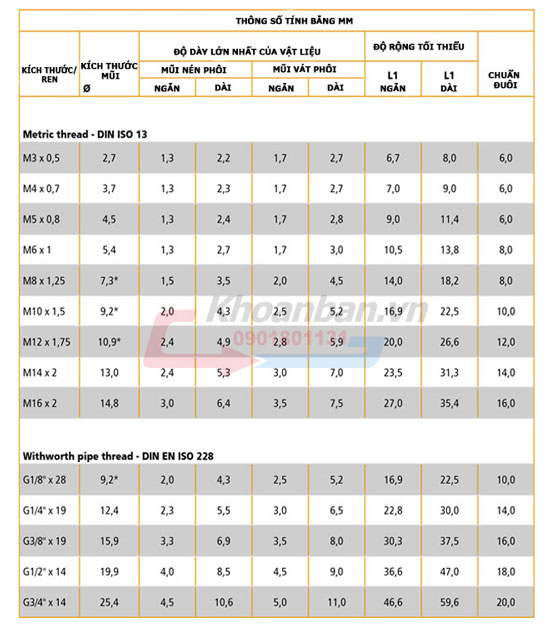
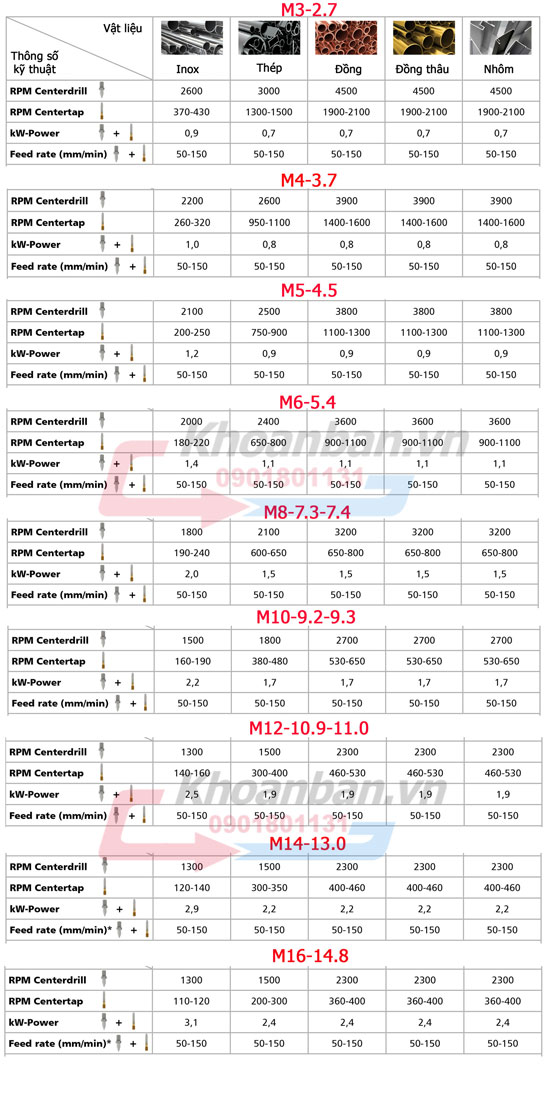
YÊU CẦU KỸ THUẬT KHOAN MŨI NÓNG CHẢY:
Để tiến hành khoan ngoài việc lựa chọn mũi khoan và máy khoan, đòi hỏi người sử dụng phải đáp ứng đúng tiêu chuẩn khoan gồm tốc độ khoan, công suất máy, tốc độ ta rô, và tốc độ ăn phôi (áp dụng cho từng loại vật liệu, từng loại mũi khoan, ta rô). Việc này sẽ giúp cho quá trình khoan dễ dàng hơn, đảm bảo tuổi thọ mũi sử dụng được lâu hơn. Dưới đây là bảng thông số kỹ thuật khoan đối với mũi khoan nóng chảy: